Strom aus industrieller Abwärme
In den energieintensiven Industrien wird eine Vielzahl verschiedener Thermoprozessanlagen zum Beispiel zur Produktion und Wärmebehandlung von Produkten und Halbzeugen eingesetzt. Viele dieser Anlagen haben Wärmerückgewinnungssysteme zur Verringerung der Abgaswärmeverluste. Dennoch fallen auch an diesen Anlagen noch Abwärmeströme mit Temperaturen von über 300 °C an, die ungenutzt an die Umgebung abgegeben werden. Eine Möglichkeit diese Abwärme sinnvoll zu nutzen, ist die Verstromung. Hierfür bieten sich verschiedene Verfahren wie beispielsweise der Organic Rankine Cycle (ORC) an. Im folgenden Beitrag wird die erstmalige Umsetzung einer Abwärmeverstromung mittels ORC in einem Schmiedebetrieb vorgestellt.

Bild 1 Schmiedeofen bei der Gustav Grimm Edelstahlwerk GmbH & Co. KG. Bild: Grimm/BFI
An vielen Thermoprozessanlagen energieintensiver Industrien werden Wärmerückgewinnungssysteme zur Verringerung der Abgaswärmeverluste sowie des Brennstoffbedarfs eingesetzt. Häufig kommen dabei, wie zum Beispiel an Schmiede- und Walzwerksöfen der Stahlindustrie, Rekuperatorsysteme zur Brennluftvorwärmung zum Einsatz. Mit Hilfe dieser Systeme können bis zu 30 % der Abgaswärme dem Ofen wieder zugeführt werden. Der Rest der Abwärme geht bei einem Temperaturniveau von 300 bis 800 °C ungenutzt an die Umgebung verloren. Eine Möglichkeit, dieses hohe Abwärmepotenzial auch im Zuge der wachsenden Dringlichkeit des Klimaschutzes zu nutzen, ist die Stromerzeugung zum Beispiel mittels Dampfturbine, Dampfmotor oder ORC-Prozess.
Aus dieser Situation heraus haben sich die Gustav Grimm Edelstahlwerk GmbH & Co. KG (Grimm) und die VDEh-Betriebsforschungsinstitut GmbH (BFI) zusammengefunden, um in einem Forschungsvorhaben erstmalig eine Abwärmeverstromung in einem Schmiedebetrieb betrieblich umzusetzen. Die Firma Grimm ist ein mittelständisches Unternehmen in Remscheid mit rund 155 Mitarbeitern. Auf modernen Schmiedeaggregaten werden hochwertige Freiformschmiedestücke und Stabstahl in Form von Einzelstücken und Kleinserien für anspruchsvolle Aufgaben zum Beispiel in der Chemie- und Lebensmittelindustrie sowie dem Maschinenbau gefertigt. Das BFI ist eines der europaweit führenden Institute für anwendungsnahe Forschung und Entwicklung auf dem Gebiet der Stahltechnologie. Das Tätigkeitsfeld des BFI erstreckt sich entlang der kompletten Prozesskette der Stahlherstellung von den Einsatzstoffen zum Endprodukt. Dabei steht die werksweite Optimierung bezüglich Qualität, Ressourcen- und Energieeffizienz im Vordergrund.
An den Schmiedeöfen (Bild 1) der Firma Grimm lag schon die Nutzung eines Teils der Schmiedeofenabwärme zur Brennluftvorwärmung in Rekuperatoren vor. Da die Temperatur der Abwärmeströme nach den Rekuperatoren noch bis zu 550 °C betrug, war die Intention, die Restabwärme zur Stromerzeugung zu nutzen. Dadurch sollten der externe Strombezug und die Stromkosten des Betriebes gesenkt werden.
Projektablauf
Im ersten Schritt des Vorhabens wurden mittels Betriebsmessungen an den Schmiedeöfen und der Auswertung vorhandener Betriebsdaten die Randbedingungen des Abwärmeaufkommens ermittelt. Zur Verstromung der Abgaswärme wurden aufgrund ihrer Leistung und räumlichen Nähe zueinander zu Projektbeginn vier Schmiedeöfen ausgewählt.
Zunächst wurde die Ofenbelegungsstrategie mit Informationen zu Aufheizzeiten, Temperaturniveaus, Tonnage und Aufheizprogrammen aufgenommen und ausgewertet. Danach wurden im Abgaskanal der Schmiedeöfen Messungen durchgeführt. Ziel war die detaillierte Erfassung und Bewertung der Abgaszusammensetzung, Ofenfahrweise und des Energieinhaltes des Abgases, als Grundlage zur Auslegung der Verstromungsanlage.
Insgesamt hat sich aus den Messungen ergeben, dass für die Auslegung des Verstromungsverfahrens unter Berücksichtigung der Teillastzustände der Öfen von einer maximalen nutzbaren Abwärmeleistung von rund 2,1 MW (th.) ausgegangen werden konnte. Die Abgastemperatur nach dem Rekuperator betrug maximal 550 °C, die maximale Ofenraumtemperatur rund 1 200 °C. Die Messung der Abgaszusammensetzung hatte zum Ergebnis, dass sich aus der Abgas- und Staubzusammensetzung keine erhöhte Schädigungsgefahr für die nachgeschaltete Verstromungsanlage oder deren Wärmeübertrager ergibt.
Aufgrund der kurzfristigen Produktionsplanung, des Entnehmens und Einlegens des Schmiedeguts in die Öfen sowie der Wochenendstillstände sind der Betrieb der Schmiedeöfen und damit auch die Leistung des Abwärmestroms stark diskontinuierlich. Diese Diskontinuität war bei der Auswahl eines geeigneten Verstromungsverfahrens zu berücksichtigen: Zum einen musste das Verstromungsverfahren automatisch und schnell anfahren, wenn genügend Abwärme vorliegt, und zum anderen musste das Verfahren gut im Teillastbereich „zu fahren“ sein.
Anhand der ermittelten Randbedingungen wurden ORC-Prozess, Dampfturbine und Dampfmotor in Betracht gezogen. Ergebnis der Bewertung der drei Verstromungsverfahren war, dass der ORC-Prozess am besten alle Anforderungen bei der Firma Grimm erfüllen konnte. Eine Dampfturbine ist nicht geeignet, da der Anfahrvorgang relativ lange dauert, die Wartungs- und Betriebskosten durch spezialisiertes Personal hoch sind sowie ein Betrieb im Teillastbereich nur stark eingeschränkt möglich ist. Zudem ist der Aufwand für die erforderliche Peripherie (wie zum Beispiel Dampferzeuger, Entsalzungsanlage, Speisewassertank, …) deutlich höher als bei der ORC-Anlage. Die größten Nachteile eines Dampfmotors sind der relativ niedrige Wirkungsgrad im angestrebten Temperatur- und Leistungsbereich sowie eine ähnliche Peripherie wie bei der Dampfturbine. Zudem ist bei einer ORC-Anlage aufgrund der geringeren thermischen und mechanischen Beanspruchung mit einer höheren Lebensdauer zu rechnen. Basierend auf den bereits genannten technischen Randbedingungen fiel die Wahl letztendlich auf eine ORC-Anlage mit den in Tabelle 1 zusammengefassten Leistungsdaten.
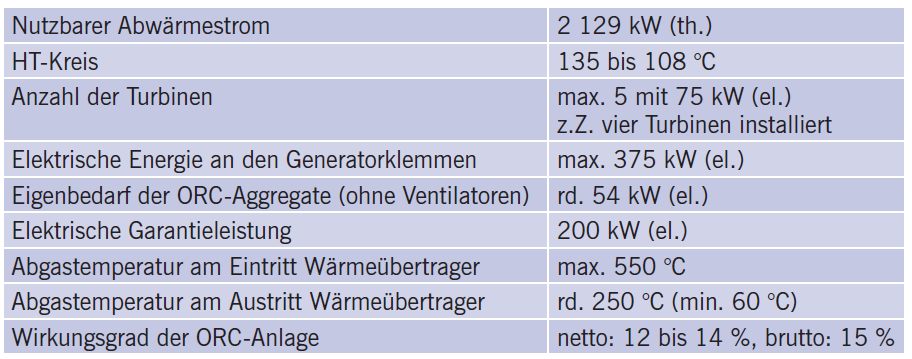
Tabelle 1 Leistungs-daten der ORC-Anlage.
Zum Zeitpunkt der Auswahl des Verstromungsverfahrens war davon auszugehen, dass vier baugleiche Schmiedeöfen an das Verstromungsverfahren angeschlossen werden. Im späteren Projektverlauf ergab sich durch Änderung der Unternehmensziele der Firma Grimm, dass nur drei baugleiche Öfen und ein weiterer Ofen mit geringerer Leistung an das Abwärmeverstromungsverfahren angeschlossen wurden. Insgesamt standen dadurch nur rund 1,7 MW (th.) an Abwärme zur Verfügung.
Nach Abschluss der Engineering-Arbeiten zur Installation der ORC-Anlage (Auslegung eines Abgassammelkanals, statische Berechnungen für Fundamente, Schallschutzgutachten, Baugenehmigungen usw.) wurden Ende 2011 die erforderlichen Umbaumaßnahmen zur Installation der ORC-Anlage durchgeführt. Um die ORC-Anlage mit dem heißen Abgasstrom der vier Schmiedeöfen zu versorgen, mussten temperaturbeständige Rohrleitungen, Regelklappen, ein Abgaskamin und Gebläse installiert werden. Des Weiteren war ein spezielles Fundament für die Aufstellung der ORC-Anlage erforderlich.
Anfang 2012 wurde die ORC-Anlage (Bild 2) installiert und an das Abgassystem sowie das werksinterne Stromnetz angeschlossen.

Bild 2 Außenansicht der ORC-Anlage auf dem Werksgelände der Firma Grimm. Bild: Grimm/BFI
Im März 2012 wurde die Anlage in Betrieb genommen. Insgesamt ergibt sich die in Bild 3 für die ORC-Anlage dargestellte Betriebsweise.
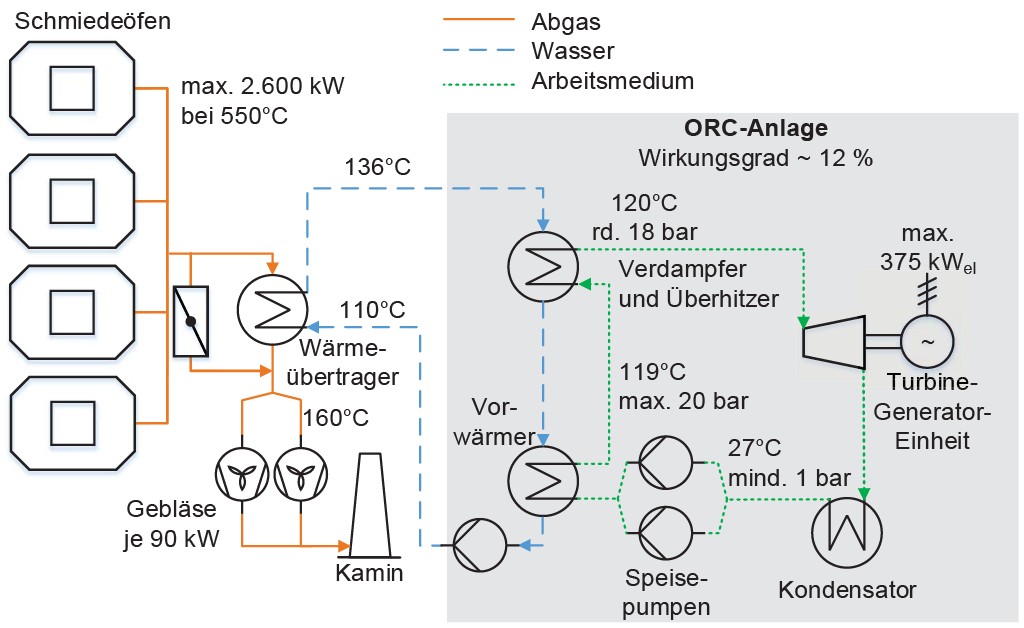
Bild 3 Verfahrensschaubild der ORC-Anlage. Bild: eigene Darstellung
Die Abgaswärme aus den Schmiedeöfen kann bis zu einer Leistung von 2,6 MW (th.) über einen Abgaswärmeübertrager auf den Heißwasser-Kreislauf übertragen werden. Im Abgaswärmeübertrager wird das Abgas von maximal 550 °C auf etwa 160 °C abgekühlt. Im Gegenstrom wird das Heißwasser von 110 °C auf 136 °C erwärmt und in das ORC-Modul eingebunden. Im ORC-Kreislauf wird das Arbeitsmittel zunächst auf einen Druck von rund 20 bar gebracht. Der Hochtemperaturkreis bedient einen Rohrbündelverdampfer mit Überhitzungsstufe. Dabei wird das Arbeitsmittel bei rund 120 °C verdampft und überhitzt. Ein Plattenwärmeübertrager erwärmt das Arbeitsmittel von rund 28 °C auf etwa 119 °C. In den insgesamt vier Turbinen-Generator-Einheiten wird das Arbeitsmedium schließlich von rund 18 bar auf etwa 1 bar entspannt. Das Arbeitsmittel wird in den Kondensatoren auf rund 27 °C abgekühlt. Die maximale elektrische Leistung der ORC Anlage beträgt zur Zeit 4 · 75 kW (= 300 kW).
Begleitend zu den Arbeiten an der ORC-Anlage wurde zur Unterstützung des Anlagenbetriebes ein Ofenbilanzierungsprogramm entwickelt und installiert. Als Basis wurden umfangreiche energetische Bilanzierungen der vier Schmiedeöfen und der ORC-Anlage durchgeführt, um die einzelnen Energieströme innerhalb des Systems quantifizieren zu können (Bild 4).
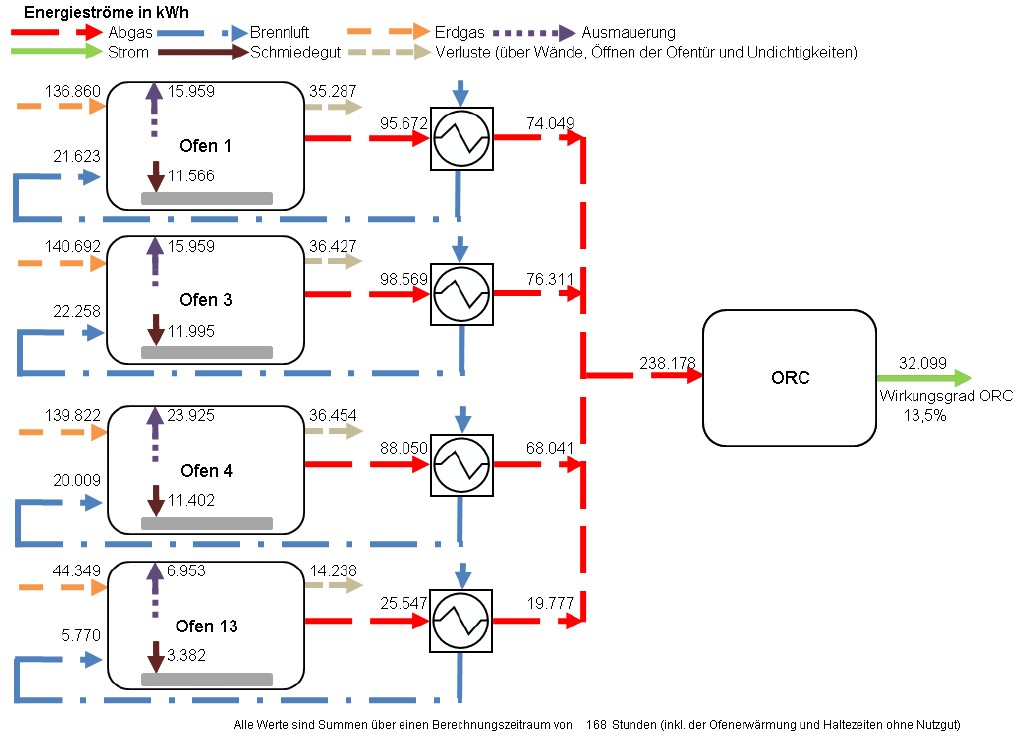
Bild 4 Beispiel einer energetischen Bilanzierung des Gesamtsystems. Bild: eigene Darstellung
Das daraus entwickelte Bilanzierungsprogramm beinhaltet Prognosefunktionen zum Erdgas- und Stromverbrauch sowie der Abwärmeleistung und dem daraus zu erzeugenden Strom. Damit können die Ofenfahrweise und der ORC-Betrieb durch eine vorausschauende Planung unterstützt werden.
Betriebsergebnisse und Wirtschaftlichkeit
Nach der Inbetriebnahme der ORC-Anlage traten verschiedene Störungen auf, die einen kontinuierlichen Betrieb der Anlage bis Ende 2013 weitestgehend verhinderten, zum Beispiel der Ausfall der Speisepumpen im Kältemittelkreislauf, Verunreinigung des Kältemittelkreislaufs, Kältemittelverlust und Defekt einer Turbine.
Zudem waren bis zum gegenwärtigen Zeitpunkt aufgrund von Ofenrevisionen nie alle vier angeschlossenen Öfen in Betrieb, so dass die maximal mögliche Abwärme bislang nicht zur Verfügung stand. Bild 5 zeigt die monatliche Betriebszeit, die Stromproduktion und den Eigenbedarf der ORC-Anlage.
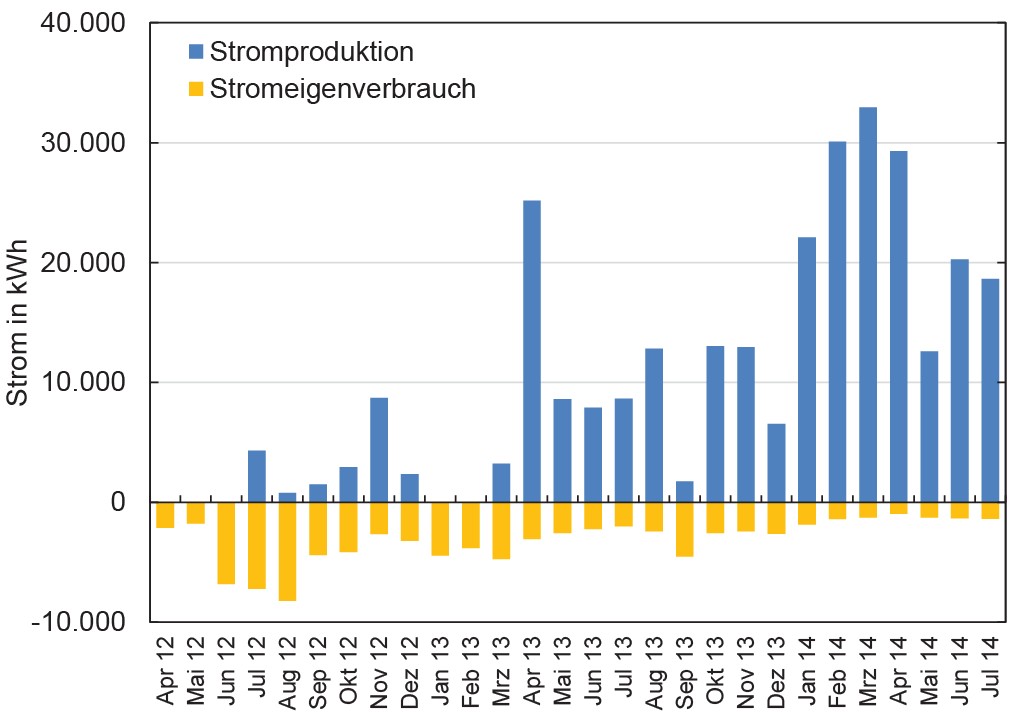
Bild 5 Stromproduktion und Eigenverbrauch der ORC-Anlage seit der Inbetriebnahme 2012. Bild: eigene Darstellung
Der Betrieb der Anlage ist seit Anfang 2014 deutlich stabiler. Zudem konnte infolge seltenerer An- und Abfahrvorgänge der Eigenverbrauch der Anlage deutlich gesenkt werden. Die elektrische Maximalleistung der Anlage lag bislang bei rund 140 kW.
Der Betrieb der ORC-Anlage innerhalb des Forschungsprojektes ergab bis einschließlich Juli 2014 eine Nettostromproduktion von rund 200 000 kWh bei rund 6 300 Betriebsstunden (Tabelle 2).
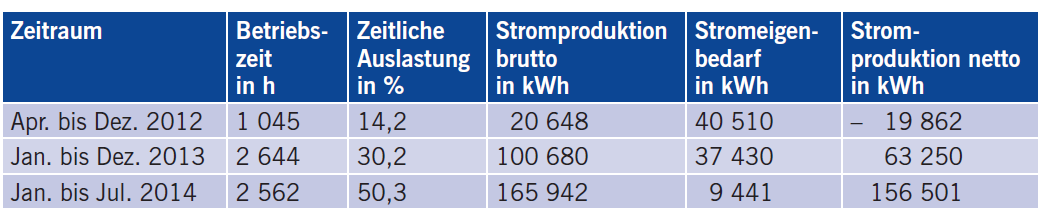
Tabelle 2 Bisherige Betriebsergebnisse der ORC-Anlage.
Da der produzierte Strom einen Teil des Eigenbedarfs der Firma Grimm deckt, muss dieser nicht extern bezogen werden. Der mit der ORC-Anlage produzierte Strom wird aus einer vorhandenen, ansonsten nicht genutzten Energiequelle erzeugt. Daraus ergibt sich direkt eine Primärenergieeinsparung in gleicher Höhe entsprechend des deutschen Strommixes, der zu rund 55 % aus fossilen Energieträgern erzeugt wird. Aus dem CO2-Äquivalent des deutschen Strommixes von 601 g CO2/kWh (für 2012) ergibt sich eine Verringerung der klimarelevanten Emissionen von rund 120 000 kg innerhalb des Forschungsprojektes.
Für die Wirtschaftlichkeitsabschätzung wurden einige Annahmen getroffen, die in Tabelle 3 zusammengefasst sind.
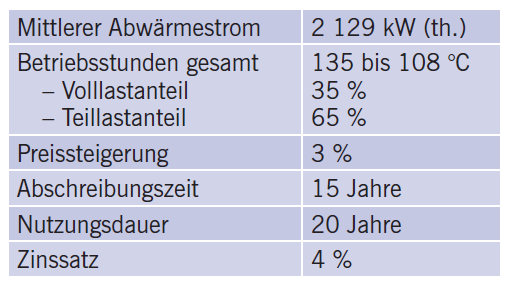
Tabelle 3 Randbedingungen für die Wirtschaftlichkeitsbetrachtung.
Aus der Variation des Strompreises zwischen 10 und 20 Ct/kWh bei den genannten Randbedingungen ergibt sich eine Amortisationszeit der ORC-Anlage von rund sieben bis 16 Jahren. Wäre die ORC-Anlage für den tatsächlich vorliegenden Abwärmestrom von maximal 1,7 MW (th.) ausgelegt worden, so würde sich die Amortisationszeit jeweils um rund ein bis 2,5 Jahre aufgrund der geringeren Investitionskosten verringern (Bild 6).
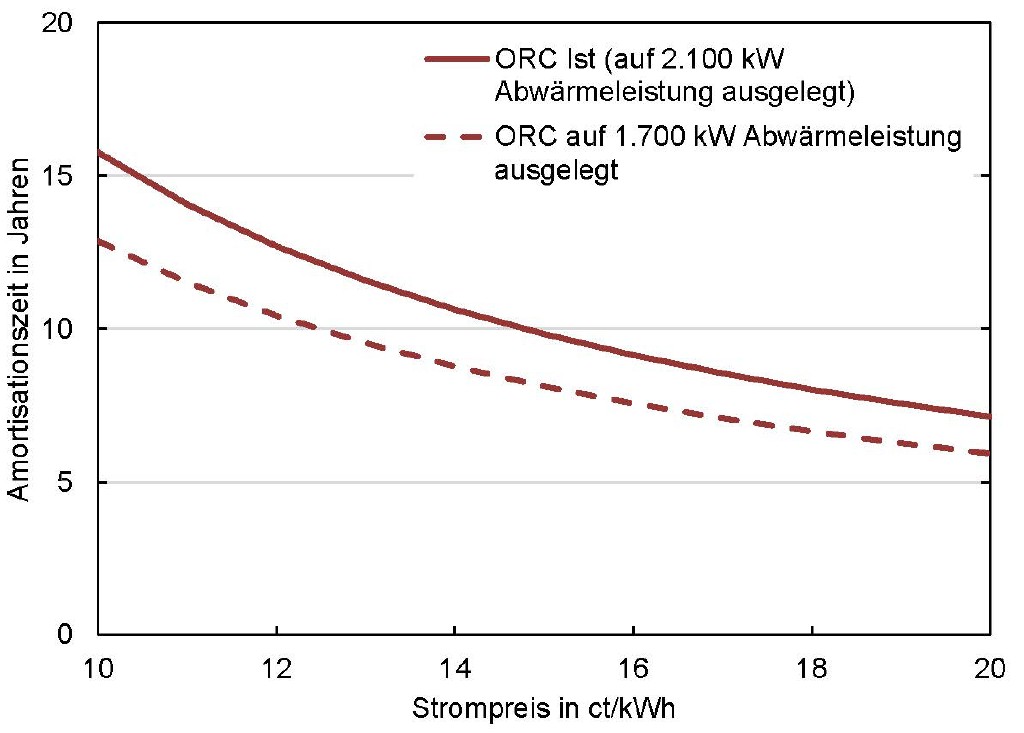
Bild 6 Abschätzung der Amortisationszeit der ORC-Anlage. Bild: eigene Darstellung
Die Laufzeit der ORC-Anlage kann mit bis zu 20 Jahren angenommen werden. Aus den genannten Randbedingungen sowie den Betriebsergebnissen seit Juli 2014 ergibt sich eine zu erwartende Stromproduktion von rund 950 000 kWh/a. Daraus resultiert eine mögliche CO2-Einsparung von 570 t/a. Die Kostenersparnis durch die Eigenstromproduktion beläuft sich auf bis zu 180 000 € jährlich.
Fazit
Im vorliegenden Forschungsvorhaben wurde die Abwärmeverstromung am Beispiel eines Schmiedebetriebes erstmalig demonstriert. Als geeignetstes Verstromungsverfahren wurde der ORC-Prozess identifiziert. Nach der Inbetriebnahme der ORC-Anlage traten verschiedene Betriebsstörungen auf. Zusammen mit dem Anlagenbauer konnten Defizite identifiziert und Verbesserungsmaßnahmen erarbeitet werden. Nachdem die Betriebsstörungen der ORC-Anlage beseitigt werden konnten, stellte sich ein weitestgehend kontinuierlicher Betrieb ein.
Die zu erwartende Amortisationszeit der ORC-Anlage liegt je nach Strompreis zwischen sieben und 16 Jahren. Über die gesamte Lebenszeit der ORC-Anlage von anzunehmenden 20 Jahren kann eine CO2-Ersparnis von rund 11 400 t erreicht werden. Die Kostenersparnis durch die Eigenstromproduktion beläuft sich auf bis zu 180 000 € jährlich.
Zur Verbesserung der Wirtschaftlichkeit der ORC-Anlage bei der Firma Grimm wird es zukünftig die Aufgabe sein, der ORC-Anlage mehr Abwärme zur Verfügung zu stellen. Dies würde sich automatisch mit dem Betrieb aller vier angeschlossenen Öfen einstellen, was jedoch im Wesentlichen von der Auftragslage abhängt und nur begrenzt zu beeinflussen ist. Der Stromeigenverbrauch der ORC-Anlage kann durch den Austausch einer der Speisepumpen im Kältemittelkreislauf durch eine Pumpe mit geringerer Leistung gesenkt werden.
Im Lauf des Projekts konnte das Interesse anderer Schmiedebetriebe bis über die Grenzen Deutschlands hinaus geweckt werden, so dass weitere Kooperationen geplant sind. Zudem hat sich das Vorhaben als Klimaexpo.NRW-Projekt qualifiziert und das Klimaexpo.NRW-Logo erhalten.
Dr.-Ing. Frank Mintus, Jahrgang 1970, Studium des Maschinenbaus an der Universität Siegen, danach Promotion am Lehrstuhl für Energie- und Umweltverfahrenstechnik. Seit 2005 Projektleiter beim VDEh-Betriebsforschungsinstitut, Abteilung Gastechnik und Energiewirtschaft, Düsseldorf.
Dipl.-Ing. Bernhart Stranzinger, Jahrgang 1971, Studium der Verfahrenstechnik an der Technischen Universität Hamburg-Harburg. Seit 1999 beim VDEh-Betriebsforschungsinstitut, Leitung der Abteilung Gastechnik und Energiewirtschaft, Düsseldorf.
Dipl.-Ing. Jörg Grünke, Jahrgang 1960, Studium des Maschinenbaus an der FH Bochum. Seit 1988 als Leiter der Abteilung Instandhaltung bei der Gustav Grimm Edelstahlwerk GmbH & Co. KG in Remscheid tätig.Wolfgang Schneider, Jahrgang 1943, Mehrfachausbildungen technisch und kaufmännisch im Bereich der Gebäudetechnik. Ab 1968 Tätigkeiten in führenden Positionen verschiedener Firmen, ab 1988 als Projektmanager und Geschäftsführer im Gewerbe- und Industriebau mit eigener Firma tätig. Projektmanager und Geschäftsführer der Firma Universa Management GmbH, Netphen.Das Projekt wurde gefördert durch das Bundesministerium für Bildung und Forschung (BMBF) und betreut durch den Projektträger im Deutschen Zentrum für Luft- und Raumfahrt e. V.






