Fertigung von Diamantwerkzeugen auf besonderem Niveau
Es hat sich viel getan, seitdem ein Werkzeugexperte sein Kompetenzzentrum für Diamantwerkzeuge im Jahr 2021 von Wulften am Harz ins schwäbische Vaihingen-Horrheim verlagerte. Die PKD-Fertigung wurde mit der dort bereits vorhandenen Produktion verschmolzen und erheblich modernisiert.
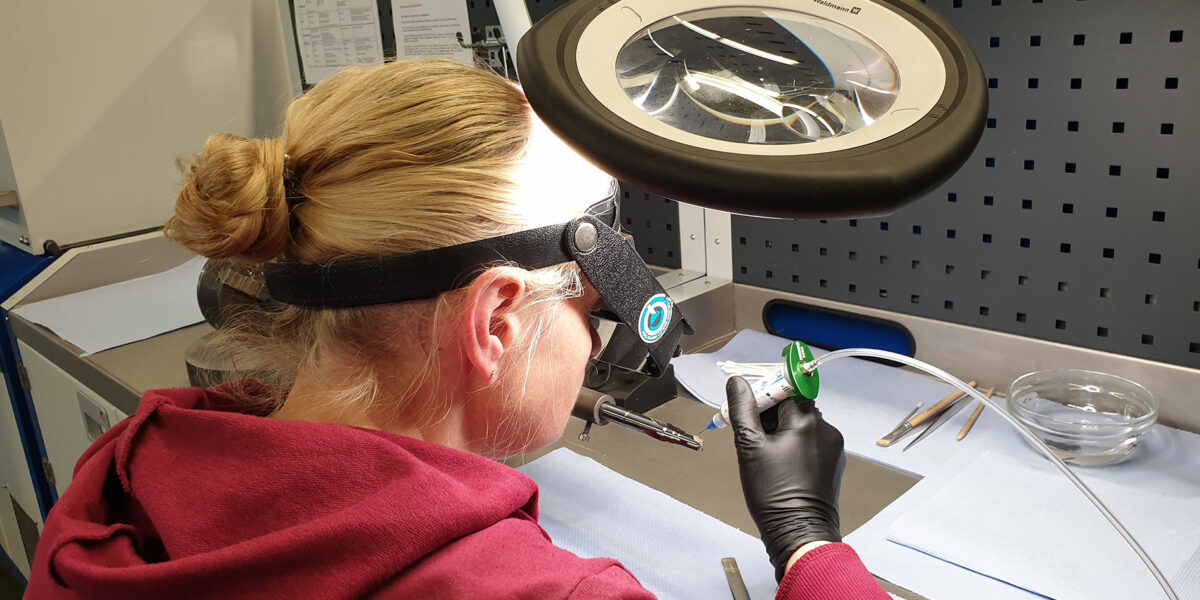
Herstellung von PKD-Werkzeugen: Zum Einlöten der Schneiden aus polykristallinem Diamant ist Handarbeit angesagt, was eine ruhige Hand und ein gutes Auge verlangt.
Foto: Ingersoll
Am Standort Vaihingen-Horrheim befindet sich seit 1998 die Niederlassung Süd des Herstellers Ingersoll, der seinen Hauptsitz in Haiger im hessischen Lahn-Dill-Kreis hat. Von Horrheim aus werden Vertrieb und Service für Süddeutschland gesteuert. Eine anfangs nur kleine Fertigung wurde über die Jahre ausgebaut. Inzwischen ist man in der Lage, die Produktion je nach Kapazität auf die beiden Standorte zu verteilen, die aber jeweils auf bestimmte Produkte spezialisiert sind. Sonderlösungen als Tangentialwerkzeuge entstehen vornehmlich in Haiger, radiale Werkzeuge werden in Horrheim konstruiert und gefertigt. Tools mit größeren Durchmessern als 320 Millimetern werden generell in Haiger hergestellt. PKD-Werkzeuge produziert das Unternehmen dagegen ausschließlich in seinem „Kompetenzzentrum für Diamantwerkzeuge“.

Das Spektrum an PKD-Werkzeugen, die in Horrheim entstehen, ist sehr groß. Grafik: Ingersoll
Diese Werkzeugklasse ist eine kleine, aber feine Besonderheit, die ihre Vorteile in bestimmten Segmenten der Zerspanung ausspielt – zum Beispiel bei der Bearbeitung von Aluminium oder faserverstärkten, abrasiven Werkstoffen. Der polykristalline Diamant (PKD) ist ein synthetisch hergestellter Diamantschneidstoff, der sehr nahe an die Härte von monokristallinem Diamant (Naturdiamant) kommt. Es wird durch Sintern von ausgewählten Diamantpartikeln bei hohem Druck und hohen Temperaturen hergestellt. Für die Nutzung als Schneidstoff wird PKD häufig auf einen Hartmetall-Grundkörper aufgesintert.
Beste räumliche Voraussetzungen für die Fertigung
Vor zehn Jahren wurde die Niederlassung Süd um eine neue Halle erweitert. Seither steht hier eine Produktionsfläche von rund 2.800 Quadratmetern zur Verfügung. Diese räumlichen Kapazitäten boten die Voraussetzung dafür, auch die PKD-Fertigung nach Horrheim zu verlagern und in die bestehende Produktion zu integrieren. Dabei war es für die Verantwortlichen wichtig, das am früheren Standort über viele Jahre aufgebaute Know-how zu erhalten und im Süden weiterzuentwickeln.

Ein Blick auf den modernen Standort Horrheim von außen.
Foto: Ingersoll
Vor der Erweiterung des Produktionsspektrums waren Drehen, Fräsen und Schleifen die vorherrschenden Fertigungstechnologien in Horrheim. Hergestellt wurden damit Standardwerkzeuge wie Schaftfräser, Eckfräser, Planfräser, sowie Formfräser, Bohrer oder Bohrsenker, welche mit Standard-Wendeschneidplatten bestückt werden. Mit der Fertigung von PKD-Werkzeugen kam eine Reihe weiterer Verfahren hinzu: wie das Löten, Erodieren und die Laserbearbeitung. Durch große Investitionen in kürzester Zeit werden die PKD-Tools mit neuester Technologie und einem maximierten Automatisierungsgrad hergestellt.
Moderner Maschinenpark plus Handarbeit
Mit seinem erweiterten Maschinenpark ist der Betrieb in Horrheim zukunftsorientiert aufgestellt. Zu den Neuanschaffungen für die PKD-Fertigung gehören die modernsten Lasermaschinen von DMG Mori und Rollomatic sowie Maschinen zum Draht- und Scheibenerodieren von Vollmer. Zum Hartmetall (HM)-Schleifen werden verschiedene Maschinen genutzt, darunter eine automatisierte Walter-Maschine, auf der auch Scheibenerodieren möglich ist.

Hochmoderne Produktion: Zu den neu angeschafften Maschinen in Horrheim gehört die automatisierte Drahterodiermaschine „Vollmer VPulse 500“ mit Werkzeugwechsler, in dem bis zu 25 Werkzeuge enthalten sein können.
Foto: Ingersoll
Zum Einlöten der mitunter sehr kleinen PKD-Schneiden führt an manueller Arbeit kein Weg vorbei. Insbesondere beim Löten handelt es sich größtenteils um Handarbeit, bei der die Erfahrung und Fingerfertigkeit der Mitarbeiter eine entscheidende Rolle spielt. Zusätzlich wurde eine Vakuum-Lötanlage angeschafft, in der die Löttemperatur exakt gesteuert werden kann. Neueste CNC-Messmaschinen von Zoller runden die Investitionen ab. Am Standort sollen auch weitere qualifizierte Fachkräfte eingestellt werden. Derzeit sind hier 90 Mitarbeitende beschäftigt.

Die neue Vakuumlötanalage gewährleistet gleichmäßige Löttemperaturen und vermeidet zu hohe Hitze, bei der PKD beschädigt würde.
Foto: Ingersoll
Erfahrungen nutzen und Fertigungstiefe ausbauen
Zur Verschmelzung des PKD-Bereichs mit der bisherigen Produktion gehört die Nutzung der vorhandenen Erfahrung ebenso dazu, wie die neu hinzugewonnenen Kenntnisse. Diese wurden vielfach vom Standort Wulften nach Horrheim übertragen. Bei PKD-belöteten Werkzeugen liegt der Vorteil in der Genauigkeit und der Flexibilität des fertiggestellten Tools. Im Vergleich zu den mit Wendeschneidplatten (WSP) bestückten Werkzeugen können deutlich aufwendigere Konturen mit mehreren Spanleitstufen und verschiedenen Fasen und Radien erzeugt werden. Dies ist mit klassischen WSP-bestückten Werkzeugen nicht möglich. Erfahrene Konstrukteure und Programmierer nutzen alle erdenklichen Möglichkeiten zur Auslegung der Werkzeuge aus.

Niko Poussios, Leitung Konstruktion in der Niederlassung Süd, entwirft ein gelötetes PKD-Werkzeug mit einer ausrichtbaren Aufnahme, um den Rundlauf einstellen zu können.
Foto: Ingersoll
Auch mehrere effektive Schneiden sind möglich, da der Zahnstollen enger ausgeführt werden kann. So können komplexere Werkzeuge hergestellt werden, welche aufwendige Konturen am Bauteil mit nur einer Bearbeitung erzeugen. Für diese Konturen wären bei klassischen, WSP-bestückten Werkzeugen mehrere Arbeitsschritte und Werkzeugwechsel nötig.
 zusammen mit einem einstellbaren PKD-Feinbohr-Werkzeug zur Bearbeitung der Haupt-Lagerbohrungen und der dazugehörigen Konstruktionszeichnung des PKD-Werkzeugs. Foto: Ingersoll")
Getriebegehäuse (hinten) zusammen mit einem einstellbaren PKD-Feinbohr-Werkzeug zur Bearbeitung der Haupt-Lagerbohrungen und der dazugehörigen Konstruktionszeichnung des PKD-Werkzeugs.
Foto: Ingersoll
Durch die mittlerweile erreichte große Fertigungstiefe hat Werkzeughersteller die Produktion ganz in der eigenen Hand, wie Peter Klein, Meister in der Fertigung in der Niederlassung Süd, ausführt: „Die Qualität entsteht hier bei uns im Haus, die Werkzeuge werden zu 100 Prozent von uns hergestellt. Damit kann jeder Schritt nachvollzogen werden und wir sind unabhängiger von Zulieferern.“ Der Spezialist gewinnt damit auch an Flexibilität und kann mit Top-Qualität schneller auf Kundenanforderungen reagieren. In einem nächsten Schritt will man dazu übergehen, auch Rohlinge für die Werkzeugkörper im Haus zu schleifen. Dafür soll dieses Jahr noch eine Schälschleifmaschine angeschafft werden.
Innovative Werkzeuge für die stetig wechselnden Marktanforderungen
„Mit unserem hochmodernen Maschinenpark sind wir nun auch in der Lage, innovative Werkzeuge herzustellen, die zuvor nicht möglich waren“ erläutert Daniel Zughorst, Produktionsleiter in Horrheim. Dazu gehören Kombinationen aus PKD-Schneiden mit dem ebenfalls in der Niederlassung angesiedelten 3D-Druck. Dies ermöglicht Werkzeuge, die sowohl gewichts- als auch geometrieorientiert sein können. Die Technologie erlaubt es, den Kühlmittelstrahl zielgerichtet auf die Schneide zu lenken, wodurch Standzeit und Prozesssicherheit erheblich verbessert werden können. Auch die Produktion von Vollkopf-PKD-Werkzeugen wird zukünftig möglich sein.
 oder durch einen Laser statt (rechts). Dafür stehen eine „DMG Mori Lasertec 20 Precision Tool\" und eine „Rollomatic Lasersmart 810XL\" bereit. Foto: Ingersoll")
Die Bearbeitung der PKD-Schneiden findet mittels Erodieren (Draht- und Scheibenerodieren, links) oder durch einen Laser statt (rechts). Dafür stehen eine „DMG Mori Lasertec 20 Precision Tool“ und eine „Rollomatic Lasersmart 810XL“ bereit.
Foto: Ingersoll
Mit wenigen Ausnahmen sind PKD-Werkzeuge Sonderwerkzeuge. Nach der Auftragserteilung übernimmt die eigene Konstruktionsabteilung in Zusammenarbeit mit dem technischen Vertrieb deren Auslegung. Die räumliche Nähe ist hier von Vorteil, denn der Konstrukteur muss wissen, was in der Fertigung alles herstellbar ist, und wie man damit zur wirtschaftlichsten Lösung kommt. Versuche mit den PKD-Werkzeugen können sowohl in Horrheim als auch im Tech-Center in Haiger stattfinden. In der Niederlassung Süd finden Schulungen zum Einsatz von PKD-Werkzeugen für die Anwender statt.
Mit seiner modernisierten Fertigung kommt der Anbieter auch veränderten Anforderungen am Markt entgegen. Denn für die Kunden wird eine kürzere Lieferzeit zwischen Anfrage und Ausführung eines Projekts immer selbstverständlicher. Mit der gewonnenen höheren Flexibilität und Geschwindigkeit ist Ingersoll nun in der Lage, deren Produktion innerhalb kurzer Zeit umzusetzen und so auf die heutigen Ansprüche der Kunden zu reagieren. Dabei werden auch gestiegene Anforderungen an die Genauigkeit der zu fertigenden Bauteile erfüllt. Dies bedeutet im Umkehrschluss, dass die produzierten PKD-Werkzeuge mit engsten Toleranzen herzustellen sind, um IT-6-Toleranzen am Werkstück fertigen zu können.

Qualität wird in der Fertigung von PKD-Werkzeugen „groß geschrieben“ und mit neuen Messmaschinen gesichert. Hierbei werden die Messergebnisse für den Kunden dokumentiert.
Foto: Ingersoll
Einsatzbereiche für die PKD-Werkzeuge finden sich vor allem in der Automobil- und Aerospace-Industrie, dem allgemeinen Maschinenbau und der optischen Industrie.
Das könnte Sie auch interessieren:
Wälzschälen – eine neue Verzahnungsrealität
Wie entstehen hochfeste Schrauben für die Endoprothetik?
Diamantschichten nach Maß für hochleistungsfähige Zerspanwerkzeuge
Dipl.-Phys. Manfred Flohr ist freier Fachjournalist aus München.








