Hochleistungs-Mikrofräsen hochharter Stähle am Beispiel Bipolarplatten
Werkzeuge für das Stanzen, Prägen und Umformen von Blechmaterialien, die zum Beispiel für Brennstoffzellen benötigt werden, sind sehr anspruchsvoll. In einem Seminar mit namhaften Firmen wurde die gesamte Fertigungs-Prozesskette aus Spezialstahl, CAD/CAM, Fräszentrum, Werkzeugen, Schmierung und Messtechnik betrachtet.
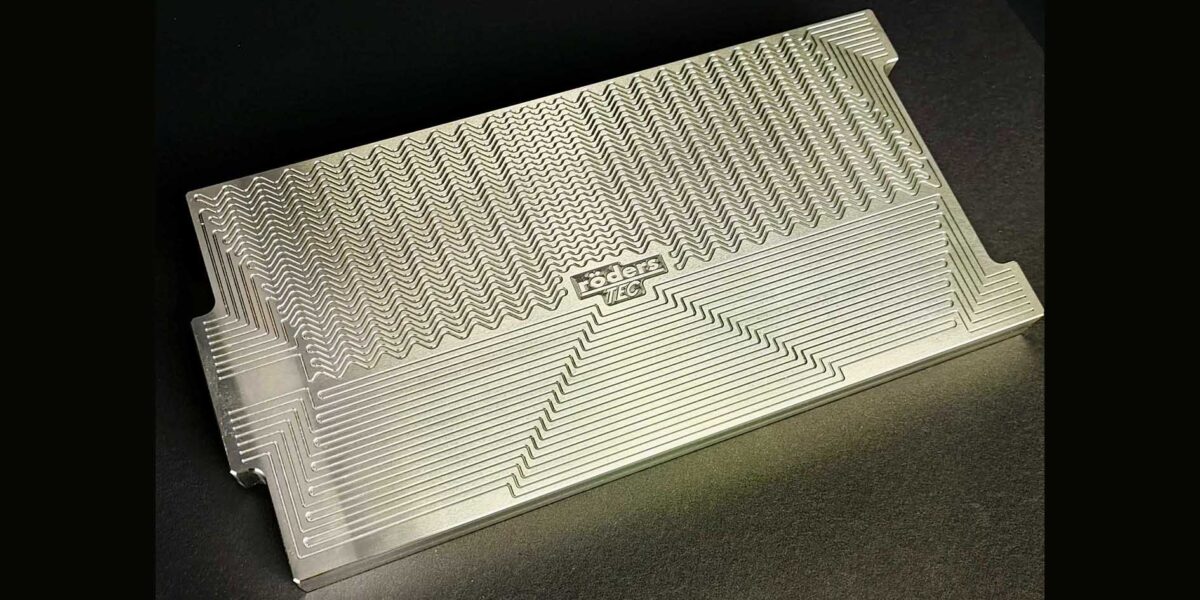
Filigrane Kanalstrukturen auf einem Demonstrator (300 mm x 150 mm) für einen Prägestempel für Bipolarplatten für Kfz-Brennstoffzellen. Material: "Böhler W360", 58 HRC, Gesamtbearbeitungszeit 65:03 h.
Foto: Vollrath
Bei der Herstellung der Werkzeuge sind teils Genauigkeiten im Bereich von 1–2 µm gefordert. Der Schwierigkeitsgrad nimmt stark zu, je größer das Werkzeug und je dünner die Bleche werden. Ein Paradebeispiel hierfür sind Prägeplatten für die Blechteile von „Bipolarplatten“ für Wasserstoff-Brennstoffzellen. Hierbei handelt es sich um dünne Strukturen aus verschweißten Blech-Halbschalen, die filigrane Strömungskanäle umschließen. Zusammen mit den dazwischen im Sandwichverfahren angeordneten Membran-Elektroden-Einheiten werden zahlreiche Lagen hintereinander in sogenannten „Stacks“ zusammengefügt.
Umstellung der Mobilität erfordert neue Technologien im Hochgenauigkeitsbereich
Die Politik will fossile Brennstoffe durch Auf- und Ausbau erneuerbarer Energien ersetzen. Da nicht alles durch Umstellung auf Elektrizität geht, wird daneben der Aufbau einer Wasserstoffwirtschaft vorangetrieben. Deshalb wird die Brennstoffzelle als Alternative zur Batterie gesehen.
Für diese Technologie werden sogenannte Bipolarplatten benötigt, die im Kfz-Bereich aus geprägten, gestanzten und zu Hohlkörpern verschweißten Blech-Halbschalen bestehen. Die Herstellung geeigneter Präge- und Stanzwerkzeuge ist beim aktuellen Stand der Technik eine Engpass-Technologie. Dünnere Bleche würden die Masse der Brennstoffzellen reduzieren. Je dünner jedoch das Material, desto enger muss auch der Schnittspalt und umso genauer die Geometrie werden. Die von den Präge- und Stanzwerkzeugen sowie von den Pressen zu erbringenden Genauigkeiten sind äußerst herausfordernd, ebenso ihre Qualitätssicherung.

Für die Qualitätskontrolle müssen sehr kleine und zugleich enge Konturbereiche gemessen werden. Dies gelingt nur hochpräzisen Koordinatenmessgeräten.
Foto: Röders
Im Mittelpunkt des Interesses steht die Entwicklung einer geeigneten Prozesskette für die Herstellung der Präge- und Stanzwerkzeuge für die Produktion der Blechteile. Wesentliche Punkte betreffen die Anforderungen an den Stahl für die Werkzeuge, die CAD/CAM-Software, die benötigten Mikro-Fräswerkzeuge, die Eigenschaften der Werkzeugmaschine, die Schmierung und Kühlung der Fräser sowie die messtechnische Kontrolle und Dokumentation der Qualität. An diesem Projekt arbeiten die Unternehmen Hufschmied (Werkzeugtechnik), MHT (Kühlschmierstoff-Management), Röders (Werkzeugmaschinenbau), Open Mind (Software), Voestalpine (Spezialstahlhersteller) und Zeiss (Messtechnik) gemeinsam. Der aktuelle Stand der Dinge wurde bei Firma Hufschmied im Rahmen eines Seminars mit mehr als 50 Teilnehmern präsentiert. Die Ergebnisse sind nicht nur für das Kernthema „Bipolarplatten“ interessant, sondern darüber hinaus auch für weitere Branchen wie die Mikroproduktion, die Feinmechanik, die Medizintechnik oder die Luft- und Raumfahrt.
Ultraharter Stahl als Grundvoraussetzung
Um die äußerst feinen Strukturen von Bipolarplatten wirtschaftlich darstellen zu können, muss das Prägewerkzeug eine sehr hohe Maßhaltigkeit, gute Verschleißbeständigkeit sowie eine geringe Adhäsionsneigung aufweisen. Weitere Voraussetzung ist eine gute Zerspanbarkeit. Dies setzt einen niedrigen Anteil an Primärcarbiden in einer harten Gefügematrix (Matrixstahl) voraus. Des weiteren sollten die Carbide nur sehr klein sowie homogen über den gesamten Querschnitt verteilt sein, da grobe Exemplare beim Zerspanen zerbrechen und dadurch Oberflächenfehler verursachen können. Deshalb kommen pulvermetallurgisch erzeugte Stähle zum Einsatz.
Gewählt wurde mit dem „Böhler K888 Matrix“ ein Werkstoff mit einem maximalen Carbidanteil von < 2 %, der von Voestalpine High Performance Metals Deutschland aus Düsseldorf bezogen werden kann. Dieser wird im weichgeglühten Zustand mit einer Brinellhärte von < 280 HB ausgeliefert und erreicht nach dem Härten bei Temperaturen zwischen 1070–1120 °C eine Rockwellhärte von 63 +1 HRC. Dadurch zeichnet er sich selbst im Vergleich mit hoch carbidhaltigen Werkstoffen durch eine hohe Verschleißbeständigkeit aus. Zerspanungsversuche bei der Firma Hufschmied ergaben, dass das Material dennoch gut bearbeitbar ist und sehr gute Oberflächenqualitäten erreichbar sind. Der Werkstoff ist zudem gut beschichtbar, was ebenfalls zu einer Standzeiterhöhung führt.
Die passende CAD-CAM-Software
Für eine optimale Bauteilqualität ist ein perfektes NC-Programm unentbehrlich. Zur Erstellung dieser NC-Programme bietet Open Mind, Wessling, mit seinem CAD/CAM-System „hyperMill“ alle Voraussetzungen. Die Software berechnet dazu die Werkzeugwege mit höchster Genauigkeit und liefert dadurch entsprechend exakte NC-Daten.
Hierfür müssen jedoch einige Punkte beachtet werden. Um für die Berechnung der Werkzeugwege die Topologie des Bauteils vollständig zu berücksichtigen, ist es notwendig, geometrische Merkmale wie scharfe Kanten, Lücken sowie die Beschaffenheit der Flächenübergänge zu analysieren und zu erkennen. Diese Informationen fließen anschließend in die Berechnungen ein und steuern etwa die Punkteverteilung im Werkzeugweg. Zusätzlich lassen sich weitere Optimierungen wie das Anpassen des Vorschubs durchführen. Dadurch kann das Fräswerkzeug das Bauteil mit konstantem Vorschub bearbeiten. Die Funktion „Sanftes Überlappen“ vermeidet sichtbare Übergänge durch den Einsatz verschiedener Fräswerkzeuge oder Strategien und reduziert den Aufwand für manuelle Nachbearbeitungen auf nahezu null.
Mithilfe einer Transformation werden unnötige Bewegungen von der Software entfernt und Berechnungszeiten minimiert. Grafik: Open Mind
Wichtig ist auch die Verknüpfung geometrisch identischer Strukturen innerhalb eines Bauteils, die entweder automatisch oder manuell erkannt bzw. definiert werden. Die entsprechenden Werkzeugwege, die zuerst für einen einzelnen Bereich erstellt wurden, können dann über eine Transformation an die vorher erkannten oder manuell definierten Positionen gebracht und vollautomatisch verbunden werden. Dabei werden unnötige Bewegungen entfernt. Durch dieses Vorgehen lassen sich im CAM-System die Berechnungszeiten erheblich reduzieren.
Anforderungen an die Fräsmaschine
Die Bearbeitung von Prägestempeln für Bipolarplatten ist charakterisiert durch hohe Materialhärte, kleine Werkzeuge mit Durchmessern deutlich unter einem Millimeter sowie hohe Anforderungen an Oberflächengüte und Genauigkeit bis herab in den 1-µm-Bereich. Die kleinteiligen Konturen bedingen zudem lange Laufzeiten, was sehr gute thermische Langzeit-Stabilität der Werkzeugmaschine voraussetzt.
Werkzeugmaschinen von Röders aus Soltau eignen sich speziell für solche Präzisionsbearbeitungen. Sie zeichnen sich unter anderem durch reibungsfreie Direktantriebe, hochsteife Rollenführungen, einen reibungsfreien Gewichtsausgleich der Z-Achse, Präzisions-HSC-Spindeln und eine hochgenaue Werkzeugvermessung aus. Besonderheit ist die mit 32 kHz extrem hohe Taktrate der Regelung in allen Regelkreisen, die eine schnelle Korrektur selbst kleinster Abweichungen zulässt. Entscheidend ist außerdem das ausgefeilte Temperaturmanagement durch ein auf ± 0,1 K stabil gehaltenes Temperiermedium, das durch alle wesentlichen Komponenten der Maschine zirkuliert. So lassen sich Toleranzen im unteren Mikrometerbereich prozesssicher einhalten.
Bumble-Bi-Mikrowerkzeuge bearbeiten schnell und sind verschleißfest
Für die Fräswerkzeuge ist die Bearbeitung von Prägewerkzeugen für Bipolarplatten eine besondere Herausforderung. Dies liegt an der Härte des zu bearbeitenden Materials und der langen Laufzeit der Programme von teils deutlich über 100 Stunden. Auch erlauben die geforderten Genauigkeiten nur geringen Verschleiß. Hierfür entwickelte die Firma Hufschmied aus Bobingen die spezielle „Bumble-Bi“-Baureihe von Mikrowerkzeugen. Dazu gehören Hochvorschubfräser für das Schruppen sowie Torusfräser, Kugelfräser und Flatballfräser. Letztere sind eine Art Hybrid zwischen Torus- und Kugelfräser. Alle Werkzeuge erhalten eine eigens entwickelte PVD (Physical Vapour Deposition)-Beschichtung, deren extrem glatte Schichten ein gutes Temperaturmanagement ermöglichen.
 auf der Röders-Anlage eingesetzten Hufschmied-Werkzeuge der \"Bumble-Bi\"-Reihe sowie die entsprechenden Bearbeitungszeiten.
Grafik: Röders/ Hufschmied")
Die zur Bearbeitung der verschiedenen Segmente des Demonstrators (50 mm x 40 mm) auf der Röders-Anlage eingesetzten Hufschmied-Werkzeuge der „Bumble-Bi“-Reihe sowie die entsprechenden Bearbeitungszeiten. Grafik: Röders/ Hufschmied
Optimal schmieren mit dem passenden Medienverteiler
Bei Zerspanungsprozessen spielt die richtige Kombination von Kühlung, Schmierung und Entfernung von Spänen aus dem Arbeitsbereich eine entscheidende Rolle. Der Medienverteiler von MHT, Schramberg, ermöglicht eine besonders effiziente und zudem kosten- und energiesparende Herangehensweise. Kernelement ist eine konische Hülse, die dem Werkzeughalter fest zugeordnet und mit diesem beim Werkzeugwechsel getauscht wird, jedoch nicht mit dem Fräser mitrotiert. Sie wird unterhalb der Spindel angedockt und von dort mit Druckluft und Schmiermedium versorgt.

Die hohle Hülse des Medienverteilers umschließt den Werkzeughalter, ohne ihn zu berühren oder mit ihm zu rotieren. Luft und Schmiermedium werden über die Andockstation unterhalb der Spindel zugeführt. Foto/Grafik: Vollrath/MHT
Die wesentliche Kühl- und Reinigungsarbeit übernimmt hierbei die Druckluft, die aus ringförmig angeordneten Düsen am unteren Rand der Hülse strömt. Durch den starken Luftstrahl werden die Späne samt ihrem Wärmeinhalt sofort vom Fräser und vom Werkstück entfernt. Das Schmiermedium aus sorgfältig ausgewählten Kohlenwasserstoffen wird in äußerst geringen Mengen (2–10 ml/Stunde) zugeführt. Dies genügt, um die Schneiden optimal zu schmieren. Bei der Hartzerspanung verringert sich die Wärmeentwicklung an den Schneiden um circa 50 %. Entscheidende Vorteile sind deutlich erhöhte Lebensdauern der Werkzeuge, eine höhere Zerspanungsleistung der Maschine sowie bessere Oberflächen der Werkstücke.
Messtechnik und Qualitätskontrolle
Bei der Herstellung von Bipolarplatten-Prägewerkzeugen kommen Fräser mit Durchmessern bis herab zu 0,2 mm zum Einsatz. Für die Qualitätskontrolle müssen sehr kleine und zugleich enge Konturbereiche – beispielsweise an den Flanken der Fließkanäle sowie an den geschnittenen Kanten – gemessen werden. Da es hierbei bis herab zum einzelnen µm geht, sollte die Messunsicherheit des verwendeten Messsystems zehnmal besser sein als die zu prüfenden Fertigungstoleranzen. Das schaffen jedoch nur wenige Koordinatenmessgeräte.

Ergebnis der Messung einer Bioparplatte: Die erreichte Qualität des Bauteils überzeugt die Seminarteilnehmer. Grafik: Röders
Um diese Messpunkte fähig und mit vertretbarem Aufwand erfassen zu können, kam daher ein optischer Sensor, Typ „DotScan“ von Zeiss, Oberkochen, mit einer Messrate von bis zu 1.000 Messpunkten/s zum Einsatz, der mit einer Dreh-Schwenkeinheit in drei verschiedenen Winkelstellungen über die Probe geführt wurde.

Messung des Demonstrators mithilfe des optischen Sensors Typ „Zeiss DotScan“ mit MPE von 1,8 µm + L/350 . Um die Flanken besser messen zu können, wurde er mit einer Dreh-Schwenkeinheit des Typs „RDS“ ausgestattet und auf einem“Contura“-Koordinatenmessgerät über die Probe geführt.
Foto: Zeiss
Ergebnisse der Demonstrationsversuche
Die vorgestellten Ergebnisse (Streuung ±3µm) belegen die hohe Effizienz der hier vorgestellten Prozesskette. Mit der richtigen Auswahl der eingesetzten Komponenten und passender Vorgehensweise lässt sich eine hohe Prozesssicherheit auch bei hochfesten beziehungsweise harten Werkzeugstählen erreichen. Zudem können hierbei hohe Qualitätsanforderungen erfüllt werden. Aber dazu sind auch alle Aspekte eingehend zu betrachten.
Das könnte Sie auch interessieren:
Diamant-Glattwalzwerkzeug pusht die Feinbearbeitung
Schneestrahltechnologie – eine Alternative für schwer bearbeitbare Werkstoffe
Spröd-harte Werkstoffe – eine Herausforderung für die Zerspanung
Klaus Vollrath ist freier Fachjournalist in Aarwangen in der Schweiz.








