Perfekte Steckverbinder dank Inline-Prozessüberwachung beim Stanzen
Bei der Produktion eines sicherheitskritischen Hochvolt-Steckverbinders, der im Auftrag eines Automobilzulieferers entsteht, setzt ein fortschrittlicher Stanz- und Hybridtechnikspezialist auf Kraftsensorik und Prozessüberwachung. Der miniaturisierte piezoelektrische Kraftaufnehmer ist direkt im Folgeverbundwerkzeug integriert.
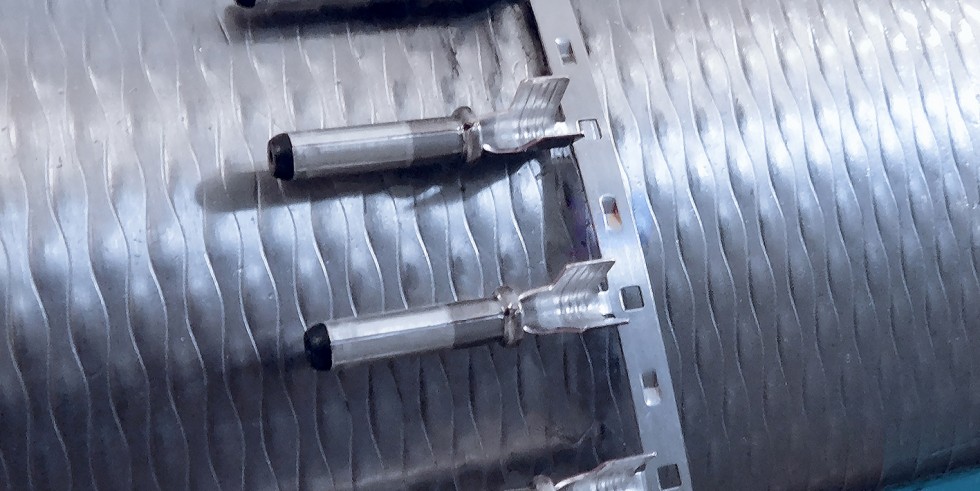
Die Qualität des endlos gefertigten Hochvolt-Steckverbinders – links die Kunststoffkappe in schwarz – wird mithilfe von Prozessüberwachung sowie weiteren Prüfsystemen aus Winterthur gesichert.
Foto: Kistler Gruppe
Steckverbinder haben sich in den letzten Jahrzehnten stetig weiterentwickelt. Getrieben wird diese Evolution vor allem von der Automobilindustrie: Leistung, Signale und Daten müssen schnell, sicher und möglichst störungsresistent übertragen werden – erst recht, wenn Fahrzeuge künftig autonom fahren sollen. Entsprechend hoch sind die Anforderungen an Bauteile, Komponenten und Fertigungsprozesse für komplexe Steckverbinder.
Hauseigener Werkzeugbau auf höchstem Niveau
Ein Unternehmen, das in diesem Bereich technologisch führend ist, ist die Kramski GmbH aus Pforzheim. Rund 700 Mitarbeitende kümmern sich an vier Standorten weltweit – neben Deutschland (seit 1978) auch in Sri Lanka (seit 1993), den USA (seit 2002) und Indien (seit 2008) – um hochkomplexe Stanz- und Hybridbauteile, die den Kunden Wettbewerbsvorteile verschaffen sollen.

Die Kramski GmbH mit Hauptsitz in Pforzheim fertigt anspruchsvolle Stanz- und Hybridteile, zum Beispiel Steckverbinder für die Automobilindustrie – jetzt auch mit Inline-Prozessüberwachung.
Foto: Kramski
„Bei uns steht in allererster Linie Qualität und Innovation im Fokus. Gemeinsam mit Partnern wie Kistler bewegen wir uns an der Spitze der technologischen Entwicklung“, sagt Felix Nußbaum, Geschäftsführer Vertrieb und Marketing. Neben hochmodernen Stanz- und Spritzgießmaschinen ist dafür vor allem der hauseigene Werkzeugbau entscheidend. Auszubildende des Unternehmens gewinnen nicht selten Preise auf Landes- und Bundesebene und machen später auch international Karriere.
Pro Jahr produziert Kramski im Auftrag seiner Kunden etwa drei Milliarden Teile weltweit. Wichtige Trends sind dabei Digitalisierung und Miniaturisierung sowie die Rückverfolgbarkeit bis zum Einzelteil. Nußbaum erläutert weiter: „Gerade für den Bereich Steckverbinder ist auch die stetig steigende Variantenvielfalt zu beachten. Wir entwickeln unsere Prozesse im Sinne von Industrie 4.0 laufend weiter, um den Kunden bestmögliche Qualität, Transparenz und Effizienz bieten zu können.“ Die Komplexität der Projekte ist dabei keinesfalls zu unterschätzen: „Je nach Aufgabenstellung und Aufwand kann die Durchlaufzeit bis zu zwei Jahre betragen.“
Präzise Prozessüberwachung in der Fertigungslinie
In einem aktuellen Projekt für den Automobilzulieferer Hirschmann Automotive geht es um die Produktion eines Hochvolt-Steckverbinders, der später in diversen Nebenaggregaten von Elektrofahrzeugen zum Einsatz kommt. Bei der Fertigung des sicherheitskritischen Hybridbauteils – also einer Kombination aus Metall und Kunststoff – setzt Kramski erstmals Inline-Prozessüberwachung von Kistler ein. Der geschlossene Rundkontakt wird inline mit einem Laserschweißpunkt fixiert und anschließend mit einer Schutzkappe aus Kunststoff versehen, die als Berührungsschutz dient und ebenfalls von der Pforzheimern gefertigt wird.
 wird direkt in das Stanzwerkzeug integriert (Kabelabgang links unterhalb der Bildmitte). Foto: Kistler Gruppe")
Der Miniatur-Kraftsensor (nicht sichtbar) wird direkt in das Stanzwerkzeug integriert (Kabelabgang links unterhalb der Bildmitte).
Foto: Kistler Gruppe
Die korrekte Montage der Kappe wird mittels eines piezoelektrischen Kraftsensors geprüft. Der miniaturisierte Sensor ist direkt im Stanzwerkzeug integriert und erlaubt in Verbindung mit dem Prozessüberwachungssystem „maXYmos TL“ eine genaue Überwachung des Kraft-Weg-Verlaufs. Mit dieser Lösung lässt sich eine 100-Prozent-Kontrolle der bis zu 300 gefertigten Bauteile pro Minute realisieren. Jörg Carle, Technischer Geschäftsführer bei Kramski, erläutert: „Gegenüber der Vorgängerlösung erreichen wir eine viel höhere Qualität des Messsignals mit Ausgabe des Spitzenwerts der aufgewendeten Kraft – hier zwischen 20 und 22 Newton. So können wir Abweichungen sofort erkennen und Schlechtteile gegebenenfalls aussondern. Das Prozessüberwachungssystem bewertet automatisch die Qualität und erlaubt eine einfache Dokumentation und Rückverfolgung sämtlicher Messwerte.“
 während der Fertigung und sichert so die Produktqualität. Foto: Kistler")
Das Prozessüberwachungssystem „maXYmos“ überwacht und bewertet zwei Prozessgrößen XY (zum Beispiel Kraft und Weg) während der Fertigung und sichert so die Produktqualität.
Foto: Kistler
Die XY-Monitore maXYmos überwachen und bewerten die Qualität eines Fertigungsschritts anhand zweier Messgrößen, zum Beispiel Kraft und Weg. Die Vorteile sind:
- Einfache Integration in bestehende Anlagen und Prozesse,
- intuitives und einheitliches Bedienkonzept,
- leistungsfähige Bewertungselemente,
- umfangreiche Diagnosemöglichkeiten zum schnellen Auffinden von NIO-Ursachen,
- einheitliche Schnittstellen,
- identische Signal- und Datenformate.
Kompakter Kraftsensor eignet sich ideal zum Einbau ins Stanzwerkzeug
Zu beachten ist dabei, dass sowohl der fertige Steckverbinder als auch der Sensor sehr kompakt sein müssen. „Um die Steckkraftprüfung im Fertigungsprozess realisieren zu können, wird der Sensor direkt in das Folgeverbundwerkzeug eingebaut – er ist also von außen gar nicht sichtbar. Der miniaturisierte Kraftaufnehmer „9313AA1“ ist dafür dank einer Größe von kaum mehr als 10 Millimetern ideal“, so Carle weiter. „Vorteilhaft für die Anwendung ist außerdem der quadratische Sensorkörper mit beidseitiger Krafteinleitung über axiale Gewindebohrungen.“ Hinzu kommen weitere günstige Eigenschaften der piezoelektrischen Kraftsensorik, die sich nun auch im automatisierten Umfeld beim Stanzen bewähren: zum Beispiel Überlastsicherheit, hohe Steifigkeit und Empfindlichkeit sowie vor allem Langlebigkeit. „Sind die Sensoren einmal im Stanzwerkzeug verbaut und die Linie in Betrieb, müssen wir uns dauerhaft auf sie verlassen können.“

Das Ende der Steckverbinder-Fertigungslinie von Kramski für Hirschmann Automotive bilden eine Laserbeschriftungszelle und ein Kamera-Prüfautomat sowie die Bandaufwicklung.
Foto: Kistler
Dank dieser neuen Inline-Prozessüberwachung sowie weiterer in die Linie integrierter Prüfschritte gelingt es Kramski, die hohen Anforderungen der Automotive-Spezialisten bestens zu erfüllen. Neben der im Werkzeug integrierten Steckkraftprüfung realisiert Kramski bei der Vierfachprüfung plus „Marking-on-the-fly“ folgende weitere Forderungen:
- Vorschubkontrolle bei der Bandzuführung,
- Prüfung auf Stanzabfall (Doppelblechkontrolle),
- Laserbeschriftung der gefertigten Bauteile (Marking-on-the-fly),
- sowie schließlich eine optische End-of-Line-Prüfung (Kontur, Dimensionen, Oberfläche).
Dabei kommen – als weitere Technologien von Kistler – auf die Stanztechnik spezialisierte Optosensorik, eine Lasermarkierzelle sowie ein Prüfautomat mit Kamerasystemen und industrieller Bildverarbeitung zum Einsatz.
Die Spezialisten aus Winterthur in der Schweiz gelten als Weltmarktführer für dynamische Messtechnik zur Erfassung von Druck, Kraft, Drehmoment und Beschleunigung. Das inhabergeführte Unternehmen prägt durch seine besondere Sensortechnologie zukünftige Innovationen in der Automobilentwicklung und Industrieautomation sowie zahlreichen aufstrebenden Branchen mit. Zu den aktuell unterstützten Themen gehören die elektrifizierte Antriebstechnologie, autonomes Fahren, Emissionsreduktion und Industrie 4.0. Seit der Gründung 1959 wächst die Gruppe, die derzeit rund 2.000 Mitarbeitende an über 60 Standorten beschäftigt, weltweit gemeinsam mit ihren Kunden. Der 2022 erzielte Umsatz betrug 434 Millionen CHF.
Die Grenze des Machbaren verschieben
„Positiv sind neben der führenden Technologie von Kistler auch die Nähe zu- und das Verständnis füreinander. Über die Jahre hat sich daraus eine echte Entwicklungspartnerschaft entwickelt, von der beide Seite profitieren“, betont Felix Nußbaum.
 zusammen mit Jörg Carle, Christian Reeb und Felix Nußbaum (von links) von Kramski. Foto: Kistler")
Die erfolgreiche Partnerschaft geht weiter: Klaus Weser und Jürgen Bodamer von Kistler (erster und dritter von links) zusammen mit Jörg Carle, Christian Reeb und Felix Nußbaum (von links) von Kramski.
Foto: Kistler
„Gemeinsam bewegen wir uns an der Grenze des Machbaren und schieben diese immer wieder hinaus. Das passt sehr gut zu unserem sehr hohen Qualitätsanspruch und lässt sich als Win-Win-Beziehung beschreiben.“ Die guten Erfahrungen mit der integrierten Kraftsensorik und Prozessüberwachung von Kistler zeigen sich auch daran, dass Kramski eine zweite Lösung für eine weitere Fertigungslinie in Auftrag gegeben hat, die zeitnah realisiert werden soll.
Das könnte Sie auch interessieren:
Automobile in der Produktionslinie 24/7 verschleißfrei markieren

Patrick Dudler ist Business Development Manager Connector, Electric & Electronic, bei Kistler in Winterthur/CH. Foto: Kistler








