Werkzeugmaschinen: Tonnenschwer und doch sensibel
Durch stumpfes Werkzeug oder mechanische Störungen produzierte Ausschussware lässt sich jetzt minimieren. Dafür wurde am Laser Zentrum Hannover (LZH) eine Technik entwickelt, bei der winzige Sensoren den Produktionsprozess überwachen.

Werkzeugmaschinen: LZH-Forscher haben eine Technik entwickelt, bei der winzige Sensoren den Produktionsprozess überwachen.
Foto: Archiv VDI nachrichten
Platziert werden die kleinen Fühler in Kerben von Werkzeugmaschinen. Dort können sie Schwingungen und Verformungen am ehesten messen.
Seit Jahrzehnten versuchen Werkzeugmaschinenbauer, die Kräfte, die etwa an Dreh- oder Fräsmaschinen während des Arbeitsprozesses entstehen, präzise zu messen. Das wäre wichtig, um präzise vorhersehen zu können, wann Werkzeuge oder Maschinen nicht mehr die volle Leistung erbringen und mit fehlerhafter Ware gerechnet werden muss. Absolut sichere Methoden gibt es noch nicht. So werden Werkzeuge vorsorglich nach einer bestimmten Laufzeit ausgetauscht, auch wenn sie noch weiter genutzt werden könnten, und Wartungsintervalle verkürzt.
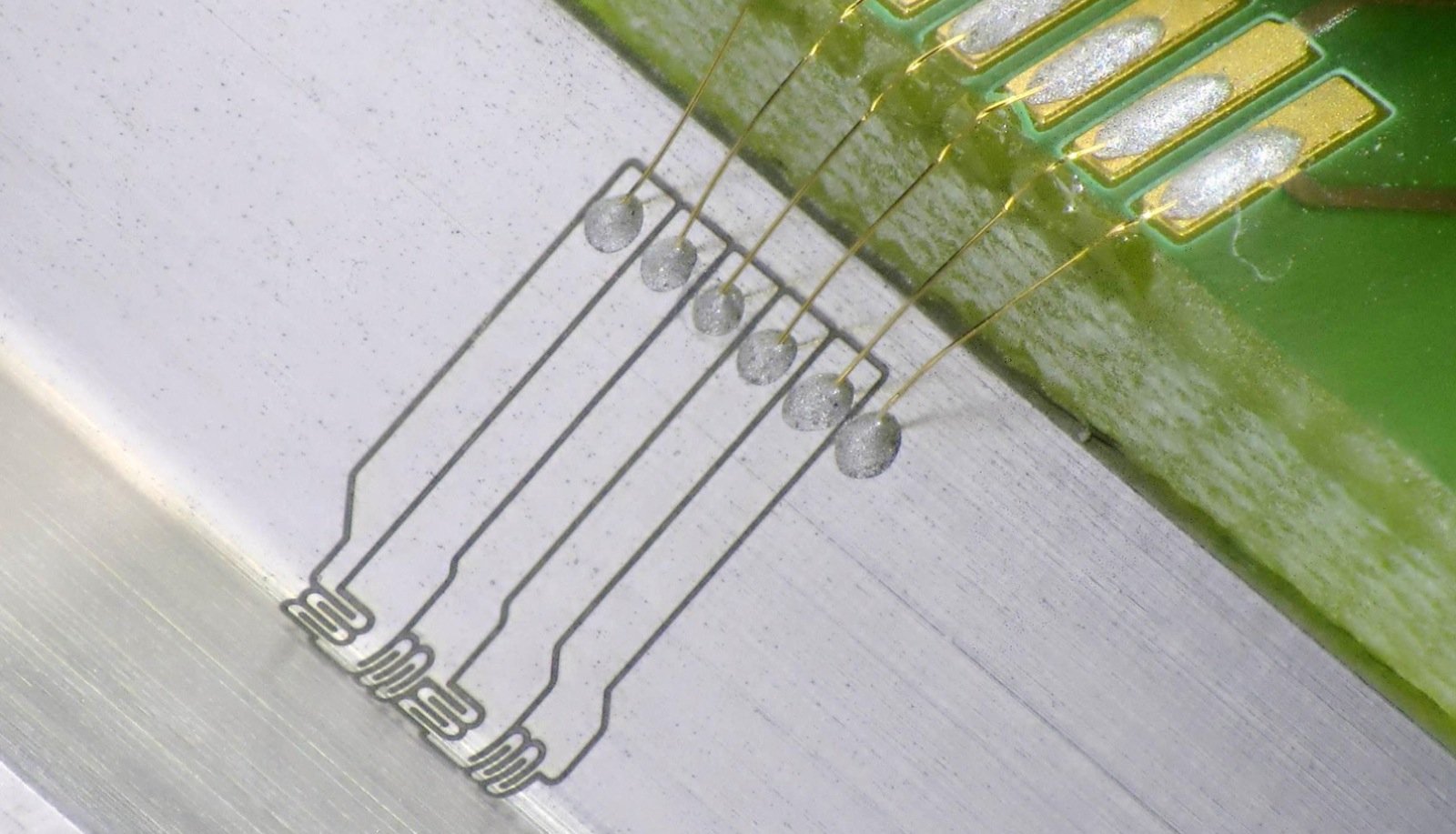
Laserstrukturierte Dehnungssensoren in einer Kerbe einer Maschinenkomponente platziert.
Quelle: Laser Zentrum Hannover
LZH-Wissenschaftler haben jetzt eine Technik entwickelt, mit der eine Werkzeugmaschine, die manchmal tonnenschwer und äußerst massiv gebaut ist, zum Sensibelchen wird, das selbst kleinste Schwingungen spürt. Die sind während des Bearbeitungsprozesses lediglich in Kerben des massiven Maschinenkörpers zu messen. Dort aber ließen sich bisher keine Sensoren anbringen, die empfindlich genug waren.



Den Lasertechnikern ist das Kunststück gelungen, Schwingungssensoren und Dehnungsmessstreifen direkt in der Kerbe einer Maschine zu platzieren. Mit den üblichen Verfahren, etwa der Fotolithographie, mit der auch Speicherchips und Prozessoren hergestellt werden, war das nicht möglich. Es fehlte ein dafür notwendiger ebener Untergrund. Aufgeklebte Sensoren wiederum halten im rauen Industriealltag nicht lange genug durch.
Strukturierung per Ultrakurzpulslaser
Die Gruppe Laser-Mikrobearbeitung am LZH hat mit einem Laserstrukturierungsprozess eine für komplexe dreidimensionale Bauteile konkurrenzlose Technik entwickelt. Dort, wo der Sensor platziert werden soll, werden eine hauchdünne Isolationsschicht und ein ebenso dünnes elektrisch aktives Material aufgedampft. Zum Sensor wird die obere Schicht, wenn sie eine bestimmte Struktur bekommt. Die erzeugt ein Ultrakurzpulslaser, der überflüssiges Material verdampft. Die Abmessungen liegen im Mikrometerbereich (ein Mikrometer ist ein tausendstel Millimeter). Der Laser wird nach dem Layout, das in einem Computer entworfen wird, von einem Scanner über das Werkstück geführt. Das geht so schnell, dass selbst kleine Stückzahlen wirtschaftlich hergestellt werden können.
Bei Tests an realen Maschinen fühlten die Sensoren schon Verformungen von einem tausendstel Prozent. Besucher der Hannover Messe, die am 8. April beginnt, können die Empfindlichkeit derart hergestellter Sensoren an einem Demonstrator testen.
Ein Beitrag von:













